 Co., Ltd.")

กระบวนการทางเทคโนโลยีของการทำบาร์เรลมีความซับซ้อนมากขึ้นและโดยทั่วไปจะประกอบหลังจากการประมวลผลของชิ้นส่วนทั้งหมด กลองเหล็กโดยทั่วไปประกอบด้วยตัวถัง, ด้านล่างบาร์เรล, ด้านบนบาร์เรล, เครื่องปิดผนึกและอื่นๆสี่ส่วน
ใช้กลองเหล็กปิดขนาด200ลิตรเป็นตัวอย่างกระบวนการผลิตจะแสดงในรูปที่3-1. กระบวนการของกลองเหล็กอื่นๆคล้ายกับมันประมาณด้วยวัสดุและอุปกรณ์ที่แตกต่างกันกระบวนการยังแตกต่างกัน
แผนภูมิการไหลไม่เพียงแต่รวมถึงธงถังเหล็กกระบวนการผลิตของเหล็กแบนเป็นวัตถุดิบแต่ยังรวมถึงกระบวนการผลิตถังเหล็กของแผ่นขดลวดเป็นวัตถุดิบ, นอกจากนี้ยังมีการไหลของกระบวนการของเครื่องเชื่อมตะเข็บกึ่งอัตโนมัติและการไหลของกระบวนการของเครื่องเชื่อมตะเข็บอัตโนมัติและยังรวมถึงการไหลของกระบวนการทำความสะอาดการบำบัดด้วยสารเรืองแสงและการฉีดพ่นภายใน
กระบวนการของ uncoiling, leveling และการปรับขนาดเป็นเทคโนโลยี blanking ที่ทันสมัยที่สุดในประเทศจีน สำหรับการใช้องค์กรการผลิตวัสดุแบนกระบวนการ "ROLL PLATE uncoiling leveling" เป็นเพียง blanking หนึ่งนี้
เมื่อใช้เครื่องเชื่อมตะเข็บกึ่งอัตโนมัติเพื่อผลิตตัวถังจำเป็นต้องบดขอบม้วนรอบตำแหน่งการเชื่อมจุดเชื่อมตะเข็บหลายกระบวนการเมื่อใช้เครื่องเชื่อมตะเข็บอัตโนมัติ, กระบวนการเหล่านี้ถูกรวมเข้ากับการเชื่อมตะเข็บนั่นคือเส้นประในรูปของกระบวนการ
ร่างกายถังและถังด้านล่างด้านบนทำความสะอาดกระบวนการฟอสเฟตจริงรวมทั้งล้างไขมัน, ทำความสะอาด, กำจัดสนิม, ทำความสะอาด, ฟอสเฟต, อบแห้งหลายกระบวนการนี้เป็นสายการผลิตทำความสะอาด สำหรับองค์กรต่างๆความต้องการของผู้ใช้ที่แตกต่างกันบางรายการหรือทั้งหมดสามารถละเว้นได้
กระบวนการอบแห้งเคลือบภายในรวมถึงการเคลือบตัวถังด้านล่างของการเคลือบด้านบนของถังฟิล์มเคลือบแห้งหลายกระบวนการในบางองค์กรนี่คือสายการผลิต ดังแสดงในรูปตำแหน่งของกระบวนการอบแห้งเคลือบด้านในคือกระบวนการเคลือบด้านในของถังเหล็กปิด สำหรับกลองเหล็กแบบเปิดการเคลือบด้านในสามารถทำได้ในเวลาเดียวกันกับการเคลือบด้านนอกหลังจากการปิดผนึกของก้นกลองและตัวถัง
ในความเป็นจริง G2และ G3/4ที่ปิดผนึกฝากลองแตกต่างกันเล็กน้อยในกระบวนการผลิตของแหวนสกรูและปลั๊ก ในการผลิตจริงของ G3/4 sealers ควรเพิ่มการวาดภาพลึกและการตกแต่งสองขั้นตอนตามลำดับ
 ประเภทหน้าที่และวัสดุของบรรจุภัณฑ์ขนส่งJuly 1, 2022ตามระดับของบรรจุภัณฑ์บรรจุภัณฑ์ชิ้นเดียว: หรือที่เรียกว่าบรรจุภัณฑ์ขนาดเล็กบรรจุภัณฑ์แต่ละชิ้นจะใช้ในการแพ็คบรรจุภัณฑ์ของสินค้าโดยปกติและสินค้าโภคภัณฑ์ในรูปแบบทั้งหมด, ในการขาย Di...view
ประเภทหน้าที่และวัสดุของบรรจุภัณฑ์ขนส่งJuly 1, 2022ตามระดับของบรรจุภัณฑ์บรรจุภัณฑ์ชิ้นเดียว: หรือที่เรียกว่าบรรจุภัณฑ์ขนาดเล็กบรรจุภัณฑ์แต่ละชิ้นจะใช้ในการแพ็คบรรจุภัณฑ์ของสินค้าโดยปกติและสินค้าโภคภัณฑ์ในรูปแบบทั้งหมด, ในการขาย Di...view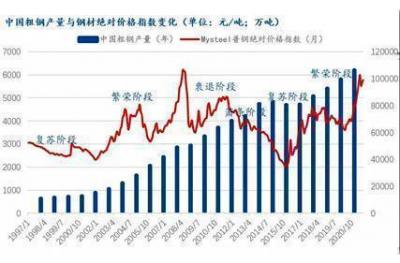 ความผันผวนของราคาเหล็กเกี่ยวข้องกับวงจรการพัฒนาทางเศรษฐกิจJune 30, 2022การพัฒนาและการเปลี่ยนแปลงของสิ่งต่างๆไม่สามารถแยกออกจากวงจรได้ภายใต้เงื่อนไขของเศรษฐกิจตลาดกฎหมายของการพัฒนาทางเศรษฐกิจมีความสำคัญอย่างยิ่งในการศึกษาการเปลี่ยนแปลงของตลาด...viewหุ้นเหล็กทั้งหมดลดลง1.7ล้านตันราคาเหล็กเพิ่มขึ้นหลังจากการปรับJuly 1, 2022เมื่อวันที่8th เมษายนราคาตลาดเหล็กในประเทศอ่อนแอและราคาโรงงานของ pubillet ในพื้นที่ Changli มีเสถียรภาพที่5060หยวน/ตันสัปดาห์นี้สินค้าคงคลังเหล็กเร่งลดลงแต่เนื่องจาก...view
ความผันผวนของราคาเหล็กเกี่ยวข้องกับวงจรการพัฒนาทางเศรษฐกิจJune 30, 2022การพัฒนาและการเปลี่ยนแปลงของสิ่งต่างๆไม่สามารถแยกออกจากวงจรได้ภายใต้เงื่อนไขของเศรษฐกิจตลาดกฎหมายของการพัฒนาทางเศรษฐกิจมีความสำคัญอย่างยิ่งในการศึกษาการเปลี่ยนแปลงของตลาด...viewหุ้นเหล็กทั้งหมดลดลง1.7ล้านตันราคาเหล็กเพิ่มขึ้นหลังจากการปรับJuly 1, 2022เมื่อวันที่8th เมษายนราคาตลาดเหล็กในประเทศอ่อนแอและราคาโรงงานของ pubillet ในพื้นที่ Changli มีเสถียรภาพที่5060หยวน/ตันสัปดาห์นี้สินค้าคงคลังเหล็กเร่งลดลงแต่เนื่องจาก...view เหล็ก Shanxi หรือพื้นที่ขนาดใหญ่จะหยุดการผลิตเป็นเวลาสามวันการหดตัวของอุปทานเป็นที่ชัดเจนJuly 1, 2022ปัจจุบันการผลิตเหล็ก Shanxi อยู่ที่จุดสูงสุดสินค้าคงคลังได้รับการเพิ่มขึ้นเป็นเวลาหกสัปดาห์ติดต่อกันส่วนใหญ่เนื่องจากผลกระทบนอกฤดูที่เห็นได้ชัดของตลาด, ความต้องการของเทอร์มินัลอยู่ในอ่อนแอ...viewคำพูดของ Luo Tiejun ของสถานการณ์เหล็กJuly 1, 2022Luo Tiejun ตอบสนองต่อประเด็นร้อนของข้อจำกัดการผลิตส่วนลดภาษีส่งออกยอดคาร์บอนวินัยในตนเองในอุตสาหกรรมและอื่นๆและชี้ให้เห็นว่าในช่วงต้นปีนี้พร็อพรัฐ...view
เหล็ก Shanxi หรือพื้นที่ขนาดใหญ่จะหยุดการผลิตเป็นเวลาสามวันการหดตัวของอุปทานเป็นที่ชัดเจนJuly 1, 2022ปัจจุบันการผลิตเหล็ก Shanxi อยู่ที่จุดสูงสุดสินค้าคงคลังได้รับการเพิ่มขึ้นเป็นเวลาหกสัปดาห์ติดต่อกันส่วนใหญ่เนื่องจากผลกระทบนอกฤดูที่เห็นได้ชัดของตลาด, ความต้องการของเทอร์มินัลอยู่ในอ่อนแอ...viewคำพูดของ Luo Tiejun ของสถานการณ์เหล็กJuly 1, 2022Luo Tiejun ตอบสนองต่อประเด็นร้อนของข้อจำกัดการผลิตส่วนลดภาษีส่งออกยอดคาร์บอนวินัยในตนเองในอุตสาหกรรมและอื่นๆและชี้ให้เห็นว่าในช่วงต้นปีนี้พร็อพรัฐ...view อายุการเก็บรักษาของถังเหล็กJuly 1, 2022อายุการใช้งานการจัดเก็บของกลองเหล็กส่วนใหญ่จะถูกกำหนดโดยปัจจัยที่อยู่นอกเหนือการควบคุมของผู้ผลิตกลองเพราะหลังจากเสร็จสิ้นการผลิตกลองเหล็กกลองเหล็กบรรจุภัณฑ์เกือบฉัน...view
อายุการเก็บรักษาของถังเหล็กJuly 1, 2022อายุการใช้งานการจัดเก็บของกลองเหล็กส่วนใหญ่จะถูกกำหนดโดยปัจจัยที่อยู่นอกเหนือการควบคุมของผู้ผลิตกลองเพราะหลังจากเสร็จสิ้นการผลิตกลองเหล็กกลองเหล็กบรรจุภัณฑ์เกือบฉัน...view
 EN
EN
 ko
ko  fr
fr  de
de  es
es  it
it  ru
ru  pt
pt  ar
ar  vi
vi  th
th 


